这是一张折弯机的液压原理图,画红圈的地方弄不明白,请帮我看看是什么原理?
来源:学生作业帮助网 编辑:作业帮 时间:2024/09/23 14:22:51
你看到的没压力是从哪里看到的,若是这该缸压力腔的压力表看出来,电气控制问题和油路问题都可能存在;若是指没有动作或力量很小,油路问题的可能性较大.请仔细描述你遇到的情况,例如,其它缸压力动作正常、无异常
1楼说的是一种,还有一种就是你检查下液压装置是否缺油,如果不是你换个软件,或者从新安装下软件,有可能是软件的问题
行程开关?接触器?
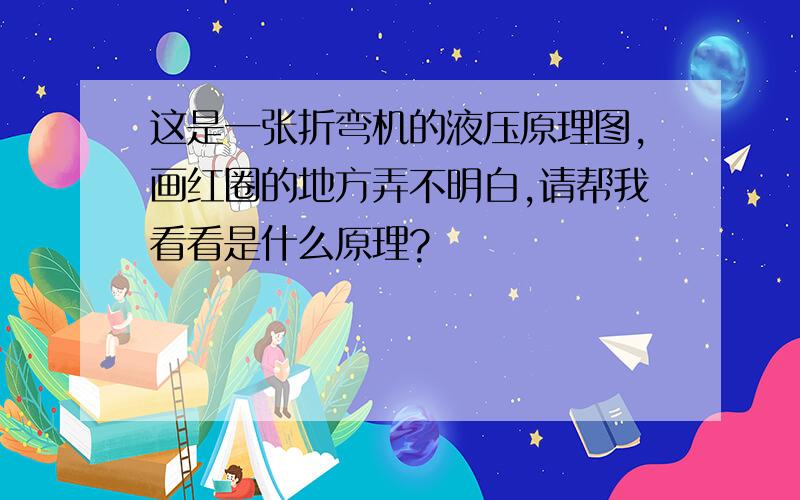
换向阀那部分:油缸上行时,应该走两个二位二通阀,同时控制油(虚线)把高位油箱下面的二位阀打开,油缸无杆腔的油一部分返回高位油箱,一部分通过三位四通阀回主油箱.油缸下行时,油缸有杆腔的油通过那个溢流阀回
650xSxL/V=P(P=折弯压力,S=板厚,L=板料长度,V=下模槽口)下模槽口的选择:数控折弯机V=Sx6,普通折弯机V=Sx8,另板材如是不锈钢材料则P=650x(Sx1.5)²xL
首先你要确定你要设计的折弯机的规格是什么~一般而言200T以下的选用WC67Y系列~以上的用WD67Y系列的~长机型也选用WD67Y系列的~1、确定折弯机的吨位及最大折弯长度.2、根据国家标准折弯机形
看看阀过去电了没有,不就知道什么原因了
650xSxL/V=P(P=折弯压力,S=板厚,L=板料长度,V=下模槽口)下模槽口的选择:数控折弯机V=Sx6,普通折弯机V=Sx8,另板材如是不锈钢材料则P=650x(Sx1.5)²xL
通俗语吧,液压的应该是用液压油的吧再答:板料应该是折板材的吧再答:我也不太懂,你是要买机器再答:如果买机器我倒能推荐一个厂家再答:v南京产的,克劳斯牌
嗯!安徽马鞍山的“华德机床”,是专业做数控折弯机的厂家,有相当的用户群,质量和价格方面属于高性比的,推荐给楼主做个参考.
你好是的,压角度不同的须换上模和换下模的槽马鞍山市博望刃具模具厂专业生产:折弯机模具、剪板机刀片
油路:先看看检察油箱的油是否充足,电磁阀工作不,是不是线圈坏或卡住了再,溢流阀有无工作都没问题看油缸是否内漏(不工作时油缸会自行缓慢下降)电路,看控制电磁阀的中间继电器是否工作(外包装是透明塑料壳插在
电磁阀包括(线圈、磁铁、顶杆).当线圈接通电流,便产生了磁性,跟磁铁相互吸引,磁铁就会拉动顶杆.关闭电源,磁铁和顶杆就复位了,这样电磁阀就完成了作功过程.这就是电磁阀的工作原理.电磁阀一般用于液压系统
接下来只需往里松板材和踩脚踏就可以完成了.比较高档的系统如HACO数控折弯机系统可以图形编程,系统根据输入数据自动生成产品二维或三维剖面图形,显示后当料位置和刀具位置,及折弯工件实体图,可以进行折弯模
请把整个的运动过程描述清楚,下行程,上行程,等等
如果是缺氮气应该是落下提不起来,你的设备可能是液压故障,具体情况还是找厂家或专业的咨询一下吧,这种情况我们也没遇到过.
液控单向阀的问题,最简单的办法是把油箱盖打开,在加压时用手指去感觉吸油口,是否有油向外出,如有,证明液控单向阀没有封住油.一定注意安全,等去机到了下始点,加压时才去感觉,不然会把手吸住的.
10MPa这只溢流阀称为背压阀.当换向阀工作在上边时设定压力由20MPa来保证工作压力.这是没缸下面直接回油10MPa不工作,因为回油状态时的压力远远低于10MPA.只有当换向阀换向后10MPa才工作
你前面说的这个液压铝排排折弯机,有点不明白,什么叫铝排排折弯机.你说的是不是铝排折弯机,用来折电力器材的一种专业折弯机.